
⑵ Botelkolo, botela ŝultro
La kolo kaj ŝultro estas la ligaj kaj transiraj partoj inter la botela buŝo kaj la botela korpo. Ili devas esti desegnitaj laŭ la formo kaj naturo de la enhavo, kombinitaj kun la formo, struktura grandeco kaj forto -postuloj de la botela korpo. Samtempe oni devas konsideri la malfacilecon de aŭtomata botelo produktanta maŝinproduktadon kaj plenigon. Pripensu la tipon de sigelo uzebla elektinte la internan diametron de la kolo. La rilato inter la interna diametro de la botela buŝo kaj la botelkapacito kaj la sigela formo uzata estas listigita.
Se la enhavo estos difektita sub la ago de postrestanta aero en la sigelita botelo, nur la botelo kun la plej malgranda interna diametro, kie la likvaĵo kontaktas la aeron.
Due, devas strebi fari la enhavon de la botelo povas esti glate verŝita en alian ujon, kio estas precipe grava por trinkaĵoj, medikamentoj kaj alkoholaj boteloj. Tiel longe kiel la transiro de la plej dika parto de la botela korpo al la kolo de la botelo estas ĝuste elektita, la likvaĵo povas esti elverŝita el la botelo trankvile. Botelo kun laŭgrada kaj glata transiro de la botela korpo al la kolo permesas al la likvaĵo elverŝi tre trankvile. La aero filtras en la botelon kaŭzante interrompon de likva fluo, malfaciligante la verŝadon de la likvaĵo en alian ujon. Eblas nur kiam la tiel nomata aera kuseno komunikas kun la ĉirkaŭa atmosfero por elverŝi la likvaĵon trankvile el la botelo kun subita transiro de la botela korpo al la kolo.
Se la enhavo de la botelo estas neegala, la plej peza parto iom post iom sinkos al la fundo. Ĉi -foje, la botelo kun subita transiro de la botela korpo al la kolo devas esti speciale elektita, ĉar la plej peza parto de la enhavo estas facile apartigita de aliaj partoj dum verŝado kun ĉi tiu tipo de botelo.
La oftaj strukturaj formoj de kolo kaj ŝultro estas montritaj en Figuro 6-26.
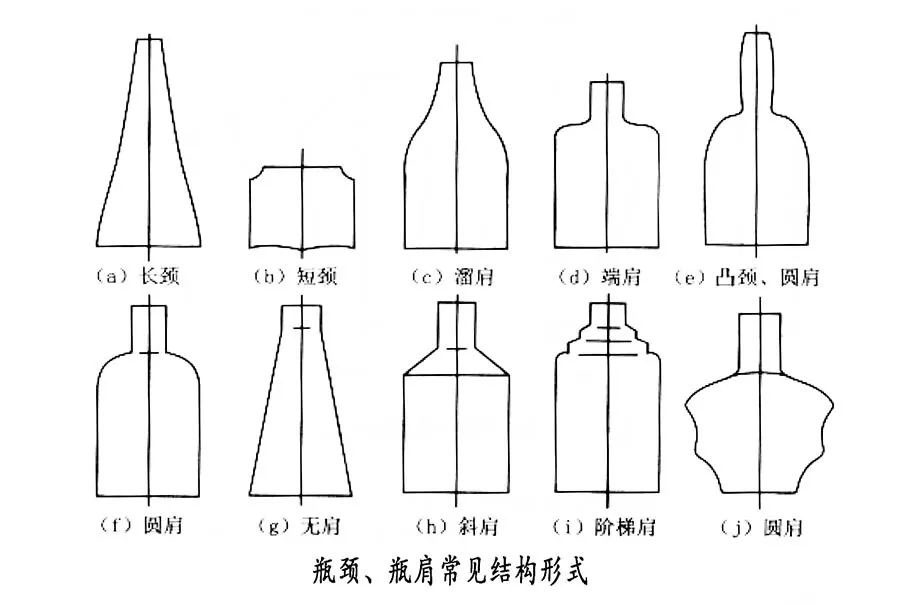
La formo de la botelo estas konektita al la botela kolo kaj la botela ŝultro ĉe la fundo, do la formo -linio de la botela kolo povas esti dividita en tri partojn: la buŝa kolo -linio, la kolo meza linio kaj la kolo -ŝultra linio. ŝanĝo kun ŝanĝo.
La formo kaj linio ŝanĝiĝas de la botela kolo kaj ĝia formo dependas de la ĝenerala formo de la botelo, kiu povas esti dividita en nenian kolo-tipon (larĝa buŝa versio por manĝaĵo), mallongkolora tipo (trinkaĵo) kaj longkola tipo (vino). La senkolora tipo estas ĝenerale konektita per la dekoltaĵo rekte al la ŝultra linio, dum la mallongkolora tipo havas nur mallongan kolon. Rektaj linioj, konveksaj arkoj aŭ konkavaj arkoj ofte estas uzataj; Por la longa kola tipo, la dekoltaĵo estas pli longa, kio povas signife ŝanĝi la formon de la dekoltaĵo, dekoltaĵo kaj kolo-ŝultra linio, kio faros la botelon formo nova. Sentu. La baza principo kaj metodo de ĝia modeligado estas kompari la grandecon, angulon kaj kurbecon de ĉiu parto de la kolo aldonante kaj subtrahante. Ĉi tiu komparo ne nur estas la komparo de la kolo mem, sed ankaŭ devas zorgi pri la kontrasta rilato kun la ĝenerala linio -formo de la botelo. Kunordigantaj rilatoj. Por la botelformo, kiu devas esti etikedita per kolo -etikedo, oni devas atenti la formon kaj longon de la kolo -etikedo.
La supro de la botela ŝultro estas konektita al la botela kolo kaj la fundo estas konektita al la botelkorpo, kio estas grava parto de la botelo -formo -ŝanĝo.
La ŝultro -linio kutime povas esti dividita en "platan ŝultron", "ĵeti ŝultron", "deklivan ŝultron", "belecan ŝultron" kaj "paŝitan ŝultron". Diversaj ŝultraj formoj povas produkti multajn malsamajn ŝultrajn formojn per ŝanĝoj en la longo, angulo kaj kurbo de la ŝultroj.
Malsamaj formoj de botelaj ŝultroj havas malsamajn efikojn sur la forto de la ujo.
⑶ Botela korpo
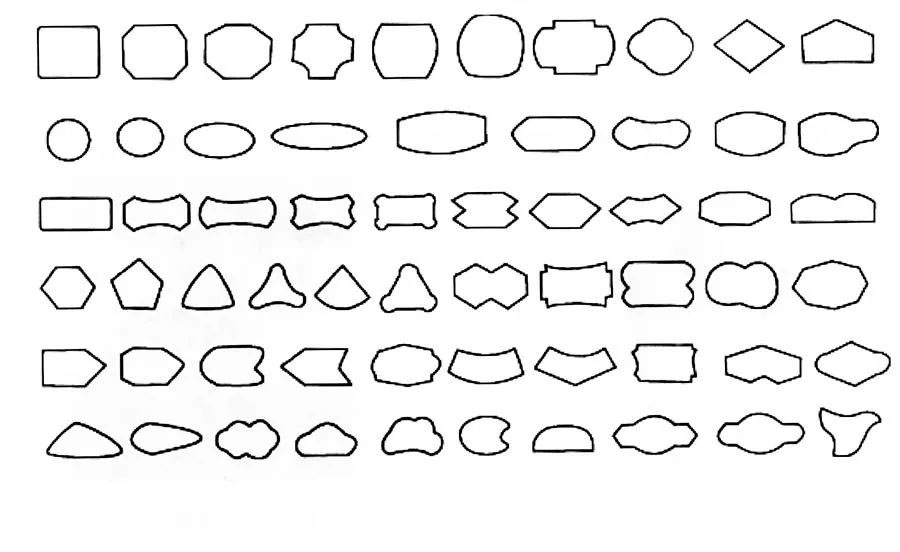
La botela korpo estas la ĉefa strukturo de la vitra ujo, kaj ĝia formo povas esti diversa. Figuro 6-28 montras la diversajn formojn de la transversa sekcio de la botela korpo. Tamen, inter ĉi tiuj formoj, nur la rondo estas unuforme streĉita ĉirkaŭ ĝi, kun la plej bona struktura forto kaj bona formanta rendimenton, kaj la vitra likvaĵo facile distribuas uniforme. Tial vitraj ujoj, kiuj bezonas rezisti premon, estas ĝenerale cirklaj en transversa sekcio. Figuro 6-29 montras malsamajn formojn de biero-boteloj. Kiom ajn la vertikala diametro ŝanĝiĝas, ĝia transversa sekcio estas ronda.


Kiam oni projektas specialajn formajn botelojn, la botelo-tipo kaj muro-dikeco devas esti ĝuste elektitaj kaj desegnitaj laŭ la streĉa direkto en la produkta muro. Stresa distribuo ene de la tetraedra botela muro. La punktita rondo en la figuro reprezentas la nulan streĉan linion, la punktitaj linioj ĉe la kvar anguloj respondaj al la ekstero de la rondo reprezentas streĉan streĉon, kaj la punktitaj linioj respondaj al la kvar muroj ene de la rondo reprezentas kunpreman streĉon.
Krom iuj specialaj specialaj boteloj (infuzaj boteloj, antibiotikaj boteloj, ktp.), La aktualaj vitraj pakaĵaj normoj (naciaj normoj, industriaj normoj) havas specifajn regularojn pri la grandeco de la botela korpo. Por aktivigi la merkaton, plej multaj vitraj pakaj ujoj, la alteco ne estas precizigita, nur la responda toleremo estas specifita. Tamen, kiam oni projektas la botelan formon, krom konsideri la fabrikan eblon de la formo kaj plenumi la kvalitajn postulojn de la produkto, ankaŭ ergonomio devas esti pripensita, tio estas la optimumigo de la formo kaj homaj rilataj funkcioj.
Por ke la homa mano tuŝu la formon de la ujo, la larĝo de la mano larĝo kaj la movado de la mano devas esti pripensita, kaj la mezuraj parametroj rilataj al la mano devas esti pripensitaj en la dezajno. Homa skalo estas unu el la plej bazaj datumoj en esplorado pri ergonomio. La diametro de la ujo estas determinita per la kapablo de la ujo. 5cm。 Krom ujoj por specialaj celoj, ĝenerale parolante, la minimuma diametro de la ujo ne devas esti malpli ol 2. 5cm. Kiam la maksimuma diametro superas 9cm, la uzanta ujo facile elglitos el la mano. La ujo -diametro estas modera, por praktiki la plej grandan efikon. La diametro kaj longo de la ujo ankaŭ rilatas al la kroĉa forto. Necesas uzi ujon kun granda kroĉa forto, kaj meti ĉiujn viajn fingrojn sur ĝin kiam vi tenas ĝin. Tial la longo de la ujo devas esti pli longa ol la larĝo de la mano; Por ujoj, kiuj ne bezonas multan kroĉon, vi nur bezonas meti la necesajn fingrojn sur la ujon, aŭ uzi vian palmon por teni ĝin, kaj la longo de la ujo povas esti pli mallonga.
⑷ Botelo Kalkano
La botelo -kalkano estas la kunliga transira parto inter la botela korpo kaj la botelo fundo, kaj ĝia formo ĝenerale obeas la bezonojn de la ĝenerala formo. Tamen la formo de la botelo -kalkano havas grandan influon sur la forto -indekso de la botelo. La strukturo de la malgranda arka transiro kaj la fundo de la botelo estas uzata. La vertikala ŝarĝa forto de la strukturo estas alta, kaj la mekanika ŝoko kaj termika ŝokforto estas relative malriĉaj. La dikeco de la fundo estas malsama kaj interna streĉo estas generita. Kiam ĝi estas submetita al mekanika ŝoko aŭ termika ŝoko, estas tre facile fendi ĉi tie. La botelo estas transirita kun pli granda arko, kaj la malsupra parto estas konektita kun la botelo fundo en la formo de retiriĝo. La interna streĉo de la strukturo estas malgranda, la mekanika ŝoko, termika ŝoko kaj akva ŝoko -forto estas altaj, kaj la vertikala ŝarĝa forto ankaŭ bonas. La botela korpo kaj la botelo -fundo estas sfera transira liga strukturo, kiu havas bonan mekanikan efikon kaj termikan ŝokan forton, sed malbonan vertikalan ŝarĝan forton kaj akvan efikan forton.
⑸ Fundo de la botelo
La fundo de la botelo estas ĉe la fundo de la botelo kaj ludas la rolon de subtenado de la ujo. La forto kaj stabileco de la fundo de la botelo estas tre gravaj. Vitraj botelaj fundoj estas ĝenerale desegnitaj por esti konkavaj, kiuj povas redukti la kontaktpunktojn en la kontakta ebeno kaj pliigi stabilecon. La fundo de la botelo kaj la kalkano de la botelo adoptas arka transiro, kaj la granda transira arko estas utila por plibonigi la forton de la botelo kaj povas. La radio de la anguloj ĉe la fundo de la botelo havas multan sencon por produktado. La rondaj anguloj estas determinitaj per la kombina metodo de la mulda korpo kaj la muldila fundo. Se la kombinaĵo de la formanta muldilo kaj la fundo de la muldilo estas perpendikulara al la akso de la produkto, tio estas, la transiro de la rondeta angulo al la botela korpo estas horizontala, oni rekomendas uzi la koncernajn dimensiojn de la rondeta angulo.
Laŭ la formo de la fundo de la botelo akirita de ĉi tiuj dimensioj, la fenomeno de la kolapso de la fundo de la botelo povas esti evitata kiam la botela muro estas maldika.
Se la rondaj anguloj estas faritaj sur la mulda korpo, tio estas, la muldila korpo estas fabrikita per la tiel nomata eltira metodo, plej bone estas preni la rondan angulan grandecon de la botelo. Por tiuj produktoj, kiuj postulas pli dikan muron ĉirkaŭ la fundo de la botelo, la dimensioj listigitaj en la supra tabelo ankaŭ haveblas. Se estas dika tavolo da vitro proksime al la transiro de la fundo de la botelo al la botelo, la fundo de la produkto ne kolapsos.
Duoblaj rondaj fundoj taŭgas por produktoj kun grandaj diametroj. La avantaĝo estas, ke ĝi povas pli bone rezisti la premon kaŭzitan de la interna streĉo de la vitro. Por artikoloj kun tia bazo, la mezurado de la interna streĉo pruvis, ke la vitro ĉe la rondaj anguloj kunpremis anstataŭ streĉiĝon. Se submetita al fleksa ŝarĝo, la vitro ne povos rezisti ĝin.
La konveksa fundo povas certigi la stabilecon de la produkto. Ĝia formo kaj grandeco estas efektive faritaj el diversaj specoj, depende de la tipo de botelo kaj la maŝino fabrikanta botelon.
Tamen, se la arko estas tro granda, la subtena areo reduktiĝos kaj la stabileco de la botelo reduktiĝos. Sub la kondiĉo de certa kvalito de la botelo kaj povas, la dikeco de la fundo de la botelo baziĝas sur la minimuma dikeco de la fundo de la botelo kiel la dezajno -postulo, kaj la rilatumo de la dikeco de la fundo de la botelo estas specifita, kaj strebas havi malgrandan diferencon inter la dikeco de la fundo de la botelo kaj redukti la internan streĉon.
Afiŝotempo: Apr-15-2022